提供企业动态、分享净化工程、废气处理、污水处理与净化设备知识
来源:本站 | 2023-12-14 11:48:36 浏览: 130
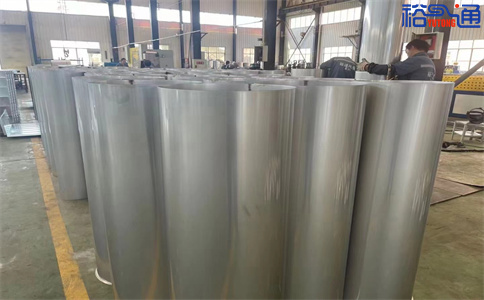
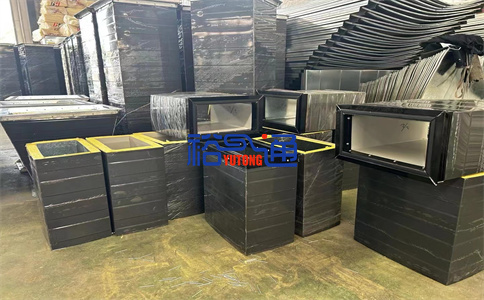
重庆不锈钢风管加工厂谈不锈钢风管施工工艺
1、制定方案、施工准备
熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连接时采用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加固相结合的方法。
2、钢板裁剪下料
依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操作性,根据风管规格,将钢板分成两段下料。如1000 mm×800 mm的风管,风管周长为3600mm,下料成两块尺寸为1800 mm×1210 mm的板材。
3、制作不锈钢风管,当厚度大于1毫米时,采用焊接,当厚度等于或小于1毫米时,采用咬接。
4、翻边、折方
按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出,翻边之后风管每节的长度为(1210-150×2)mm = 1180mm,然后再按照风管边长折方。
5、嵌入时,用木锤或不锈钢、铜手工工具代替普通钢工具。加工时,应清除机器上的铁屑、铁锈和其他杂物。
6.角钢下料、加固框预制
确定风管加固框所使用的角钢规格为∠30×30×3。按照风管的规格尺寸,对不锈钢角钢下料,电焊焊接。
7、焊接时
一般采用氩弧焊或电弧焊。焊接后,应清除焊渣和飞溅物,然后用10%硝酸溶液清洗,然后用热水冲洗干净。
8、风管组对、套加固框
下好料后将两块不锈钢板组对好,在焊接之前将已经制作好的加固框套在组对好的风管上。
9、不锈钢风管的法兰应由不锈钢板制成。
如果条件不允许,用普通碳钢法兰代替时,须采取有效的防腐措施,如在法兰上涂防锈底漆和绝缘漆。风道通过翻边与法兰连接。用夹具固定组装好的风管,并纵向焊接风管。风管纵向焊接的接头形式是角焊。
以上就是重庆不锈钢风管加工厂对不锈钢风管相关知识的介绍,如有问题可以免费咨询,重庆鑫裕通风管加工厂欢迎您!


重庆不锈钢风管厂家
重庆不锈钢焊接管道加工厂
重庆双面彩钢风管加工厂

重庆不锈钢风管加工厂
上一条———————
重庆镀锌风管加工厂谈镀锌风管加工应注意的几个主要问题下一条———————
重庆风口生产厂家谈各类风口的特点:重庆鑫裕通机电科技有限公司,于2019年入驻江津区,位于重庆江津双福工业园区绿城路14号,法人代表杨建华,现有员工100余人。公司占地23亩,企业已建11000平方米的厂房、研发技术大楼及相关辅助设施,暂时闲置用地6余亩。
工程经验丰富,量身定制
一站式服务,售后无忧
多项国家专利确保达标
一站式供应,省去中间商环节
先进生产检验设备,精工制造
高级工程师团队,专业能力强
掌握核心技术,治理效果有保障
自产自销,工程造价有优势
全面ISO9001产品质量管理
超100项工程品牌案例
鑫裕通科技秉承“求实创新、客户至上、质量第一”的宗旨,强化竞争意识提高产品服务;强化质量意识,提升产品优势;强化管理意识,使效能和品质有效结合。凭着过硬的产品质量、至优的服务,在激烈的市场中扎根、发展。务求让广大用户买的放心、用的满意。
企业地址:重庆市江津区绿城路14号
Copyright © 2020-2023 重庆鑫裕通机电科技有限公司 www.cqytfg.cn All Rights Reserved
全国统一服务热线:186-8089-7888(24小时接听) 工信部备案: 渝ICP备2023005380号-1
重庆鑫裕通机电专业从事不锈钢焊接管道、一体化防火耐火风管、碳钢、特氟龙风管、风机、防火风阀、风口、桥架生产、安装、销售一站式的风管制造企业。 xml